,而且可以消除管材橫斷面的橢圓度。輥式矯直機的機械化水平高,操作容易
,可以進行連續(xù)矯直,生產率高
。
焊接異形管的矯直和圓管的粗矯采用一般的槽形輥式矯直機
,其矯直輥布置在一個平面內或兩個相互垂直的平面內。矯直輥布置在一個平面內的輥式矯直機
,其矯直輥可分為矯直輥集體調節(jié)和單獨調節(jié)兩種形式
。矯直輥的調整一般通過電機或手輪,布置在一個平面內的矯直輥只能消除管材一個平面內的縱向彎曲
。布置在兩個平面內的矯直輥則可消除管材兩個平面內的縱向彎曲
,從而提高了矯直質量,這類矯直機一般有5-11個矯直輥
,矯直速度可達10米/秒
。
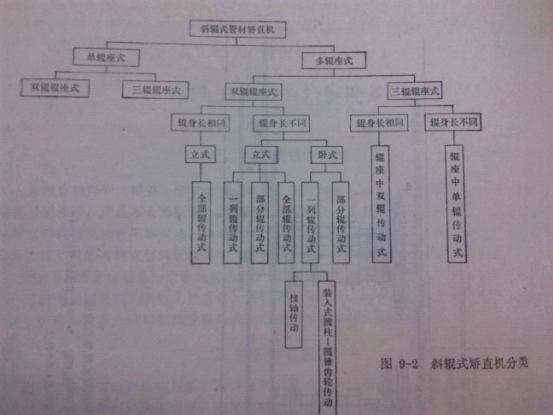
矯直輥與矯直軸線成一定角度配置的斜輥式矯直機,可以矯直直徑達700毫米
,壁厚在0.1毫米以上的所有管材
。斜輥式矯直機的結構形式有很多。如圖9-2所示
根據(jù)蘇聯(lián)學者的分析
,直徑≤160毫米的高頻焊管宜采用所有矯直輥都傳動的
,輥身長不同的立式矯直機;直徑≥160毫米的高頻焊管宜采用輥身長相同的三輥輥座式矯直機
,制造大規(guī)格的立式矯直機
,由于設備高度和外形尺寸大大增加而出現(xiàn)很多困難。因此
,直徑大于160毫米的矯直機宜采用臥式結構
。臥式矯直機的缺點是: 入口和出側的運輸裝置,不僅必須根據(jù)被矯管材直徑在垂直方向調整
,而且也要沿水平方向進行調整
。
各種矯直機的矯直輥布置
單輥座的二輥式矯直機有一個凸面輥和一個凹面輥,矯直過程中用這兩個輥子彎曲鋼管
,并使鋼管在旋轉中前進
,這種矯直機可以矯直管端,短管和厚壁管
,還可定徑并拋光鋼管外表面
,矯直精度取決于矯直輥的調整。矯直后每米鋼管的彎曲度不超過0.1毫米,它的缺點是矯直速度不高
,一般在0.1-0.5米/秒
,個別情況下可達2.0米/秒,通常二輥式矯直機用于厚壁管的線外矯直
。




 首頁
首頁